我们为您呈现了罗平 本地 防撞护栏201不锈钢栏杆源头厂商产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:罗平罗平 本地 防撞护栏201不锈钢栏杆源头厂商的图文介绍


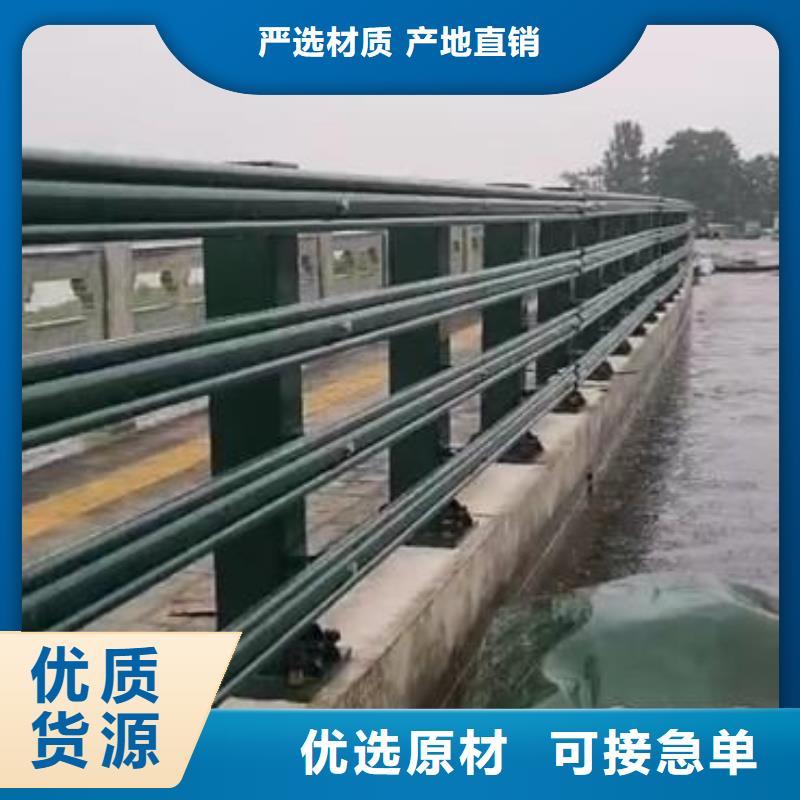
桥梁防撞护栏的焊接要点
高频脉冲氩弧焊机用于焊接。气体保护措施与纯不锈钢焊接相同。钨极焊条焊针采用ф1.6毫米,焊丝采用ф0.8 ~ф1.2毫米,牌号为HOCr2NN(即304焊丝)。点焊时焊接电流可略大于40 ~ 50a,连续焊接时可大于20 ~ 40a。焊接速度一般为15 ~ 25厘米/分钟。
2.打磨对接焊缝两端的斜面。
3.使用低电压和低电流(20A~30A)并调节氩气至约0.5兆帕,填充并焊接复合管的接头。对于需要通过焊接的复合管,采用两次焊接方法,先焊接内碳钢管,再焊接表面不锈钢层(两次焊接均采用氩弧焊)。在焊接过程中,如果发现穿孔和咬边等缺陷,则表明电流大且可调。如果管道没有完全焊接,电流很小,可以适当增加。其他焊接方法如“↓”型或“↓”型类似于纯不锈钢焊接,主要是坡口匹配要合适,不能太大,间隙一般在1毫米以内。
4.桥梁防撞护栏焊接后,先用砂轮打磨,再用80 ~ 320目砂轮打磨。如有必要,用布轮和蜡抛光。由于复合管表面的不锈钢壁厚约为0.3 ~ 0.6毫米,应注意不要过度研磨,否则不锈钢表面容易磨损,露出钢管,需要维修,增加工作量。在施工前,可以切割一小段试焊。熟悉它的工人,在焊接纯不锈钢薄壁管方面有更多的经验,一般能在半天内掌握焊接要领。



①接受您的咨询,根据您的需求,确定合适的 镀锌喷塑防撞栏、;
②为您提供 镀锌喷塑防撞栏、设计、工艺流程设计;
③推荐适合您的 镀锌喷塑防撞栏、选购方案;
④根据您的特殊需求,设计 镀锌喷塑防撞栏、产品;


不锈钢复合管栏杆在进行抗氧化实验时需要怎样处理
不锈钢复合管栏杆是不锈钢产品中重要的一种护栏类型,它是不锈钢的,是比较耐用的一种护栏。
1. 外观是不锈钢复合管栏杆检测的首要项目 。不锈钢复合管栏杆的表面质量检测要求指标为:
1.1 冷热扎钢带和卷切钢板大致归结为不准许存在有影响使用的缺陷,如果经酸洗后的钢板和钢带表面,不准许有氧化皮和过酸洗。
1.2 允许对钢板表面局部缺陷进行修磨清理,但应保证钢板的小厚度。由于钢带一般没有除掉缺陷的机会,允许带有少量不正常的部分。 不锈钢复合管, 桥梁护栏,护栏立柱,不锈钢复合管栏杆
1.3 对不经抛光的钢带, 表面允许有个别深度小于厚度公差之半的轻微麻点,擦划伤,压痕,凹坑,锟印和色差。钢带边缘应该平整 。 不锈钢复合管, 桥梁护栏,护栏立柱,不锈钢复合管栏杆
1.4 切边钢带边缘不准许有深度大于宽度公差之半的切割不齐和大于钢带厚度公差的毛刺,不切边钢带不准许有大于宽带公差的裂边。
2.其次不锈钢复合管栏杆的耐腐蚀性,抗氧化性也是不锈钢复合管栏杆检测的重点项目。
2.1 不锈钢复合管栏杆的点蚀当量指数应为PREN=Cr%+3.3Mo%+16N%,其中主要测Ni 和 Cr 的含量指标。
2.2 不锈钢复合管栏杆高年腐蚀速率应该不超过0.5mm。(这里有一份有意思的研究报告,根据宝山钢铁研究院的耐热不锈钢复合管栏杆的抗氧化研究显示
在900℃的高温氧化速率下,,增加少量的稀土铈可以大大提高奥氏体耐热不锈钢复合管栏杆的抗氧化性,其效果远优于增加铬镍等贵重合金元素)。
2.3 不锈钢复合管栏杆抗氧化测试盐雾试验中在时效的处理上也十分关注







 扫一扫
扫一扫